Pусский
Pусский اسپانیا
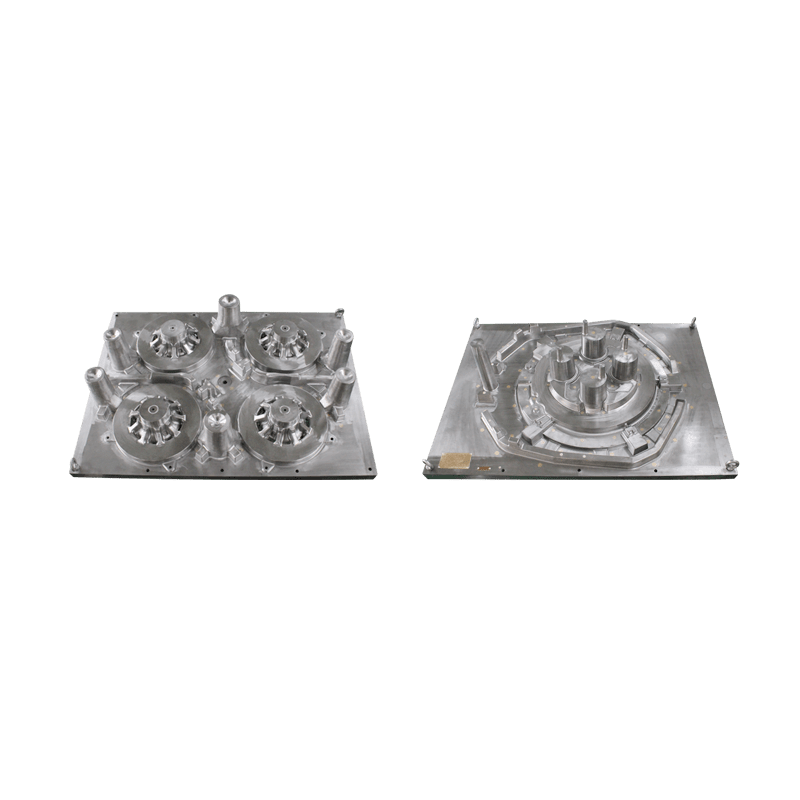
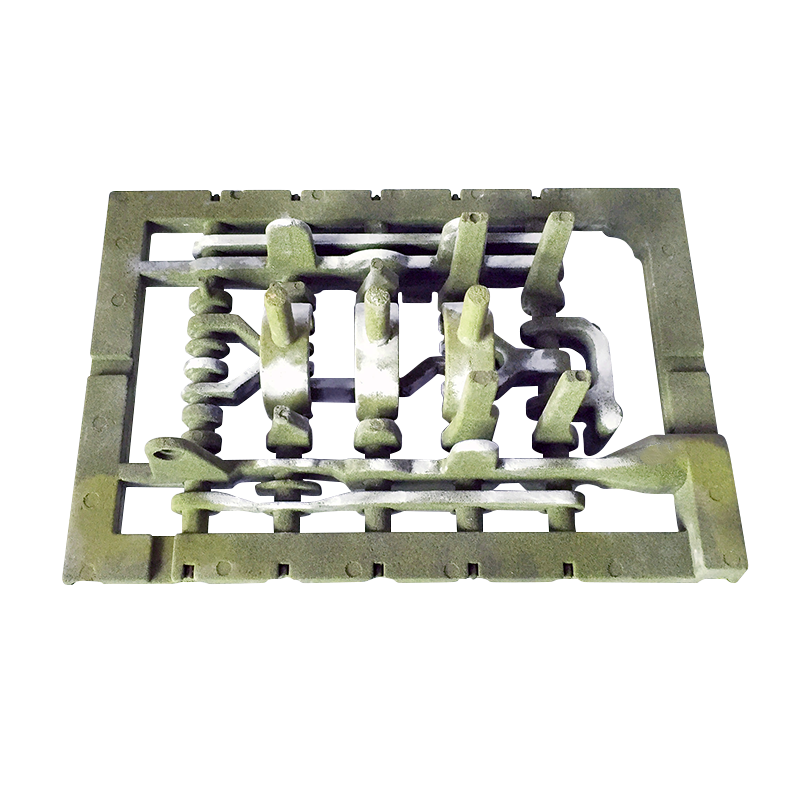
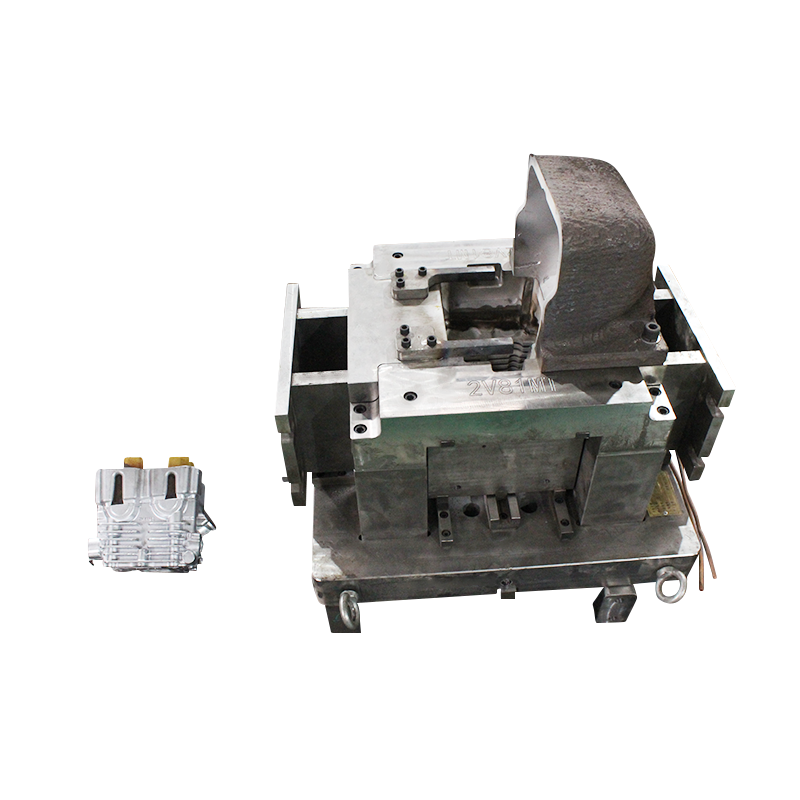
اسپانیادر زمینه خودروسازی کیفیت و عملکرد قالب های ریخته گری نقش حیاتی در کیفیت و قابلیت اطمینان محصول نهایی دارند. قالب های ریخته گری نه تنها ابزارهای اساسی برای تولید قطعات باکیفیت هستند، بلکه وجود عیوب سطحی مانند علائم و الگوهای جریان ممکن است اثرات نامطلوبی بر ظاهر و عملکرد محصول داشته باشد. بنابراین، تجزیه و تحلیل عمیق علل علائم و الگوهای جریان و اتخاذ راه حل های موثر بسیار مهم است.
تولید علائم و الگوهای جریان عمدتاً از جنبه های زیر ناشی می شود. اول، کنترل دمای قالب بسیار مهم است. هنگامی که دمای قالب خیلی پایین است، فلز مذاب به سرعت در قالب سرد می شود، که ممکن است یک لایه فلزی ناهموار ایجاد کند و آثار جریان آشکاری را به جا بگذارد. ثانیاً، طراحی رانر نیز بر جریان فلز مذاب تأثیر می گذارد. طراحی نامعقول رانر، مانند رانر کم عمق یا موقعیت نامناسب دروازه، به راحتی می تواند منجر به انسداد جریان فلز مذاب، ایجاد تلاطم و ایجاد الگوهای نامنظم بر روی سطح ریخته گری شود. علاوه بر این، دما و سرعت پر شدن فلز مذاب نیز از عوامل کلیدی هستند. دمای خیلی پایین یا سرعت پر شدن خیلی سریع ممکن است منجر به سیالیت ناکافی فلز مذاب و تشکیل الگوها شود. طراحی ضعیف سیستم اگزوز قالب یا مسدود شدن سوراخ اگزوز نیز باعث می شود که گاز به موقع تخلیه نشود و حباب ها یا الگوهایی به وجود بیاید. در نهایت، استفاده نادرست از پوشش روی سطح قالب، مانند انباشته شدن بیش از حد، ممکن است در طول فرآیند پر کردن مایع فلزی موانعی ایجاد کند و در نتیجه علائم و الگوهای جریان ایجاد شود.
در پاسخ به نقایص فوق، شرکت ها می توانند برای رفع آنها اقداماتی انجام دهند. ابتدا، اطمینان از مناسب بودن دمای قالب بسیار مهم است. با پیش گرم کردن قالب تا دمای بهینه ریخته گری، سیالیت مایع فلزی را می توان به طور قابل توجهی بهبود بخشید و تنش حرارتی ناشی از خنک شدن را کاهش داد و در نتیجه احتمال علائم و الگوهای جریان را کاهش داد. در عین حال، بازرسی منظم سیستم گرمایش قالب برای اطمینان از عملکرد پایدار آن، مبنایی برای اطمینان از کیفیت ریختهگری است.
ثانیا، بهینه سازی طراحی دونده نیز بخش مهمی از بهبود کیفیت ریخته گری است. طراحی معقول عمق، عرض و موقعیت و شکل دروازه می تواند اطمینان حاصل کند که مایع فلزی به طور یکنواخت و پایدار به داخل قالب جریان می یابد و از موانع جریان ناشی از طراحی پیچیده جلوگیری می کند. علاوه بر این، تنظیم دما و سرعت پر شدن مایع فلزی و تنظیم معقول پارامترها با توجه به ویژگیهای مایعات فلزی مختلف و الزامات فرآیند ریختهگری میتواند به طور موثری سیالیت مایع فلزی را بهبود بخشد و از وقوع تلاطم جلوگیری کند.
بهبود سیستم اگزوز قالب را نیز نباید نادیده گرفت. با افزایش تعداد و اندازه سوراخهای هواکش و تنظیم موقعیت سوراخهای هواکش برای اطمینان از تخلیه به موقع گاز داخل قالب، میتوان ظاهر حبابها و الگوها را به طور موثر کاهش داد. در عین حال، به طور منظم باز بودن سوراخ های هواکش را بررسی کنید و انسدادها را به موقع تمیز کنید تا از عملکرد طبیعی سیستم اگزوز اطمینان حاصل کنید.
در نهایت، کنترل معقول مقدار و یکنواختی پوشش یک اقدام مهم برای جلوگیری از علائم و الگوهای جریان است. مقدار مناسب پوشش نه تنها می تواند اصطکاک و چسبندگی بین فلز مذاب و قالب را کاهش دهد، بلکه یکنواختی و ضخامت مناسب پوشش را تضمین می کند و از عیوب ناشی از تجمع بیش از حد پوشش جلوگیری می کند.