Pусский
Pусский اسپانیا
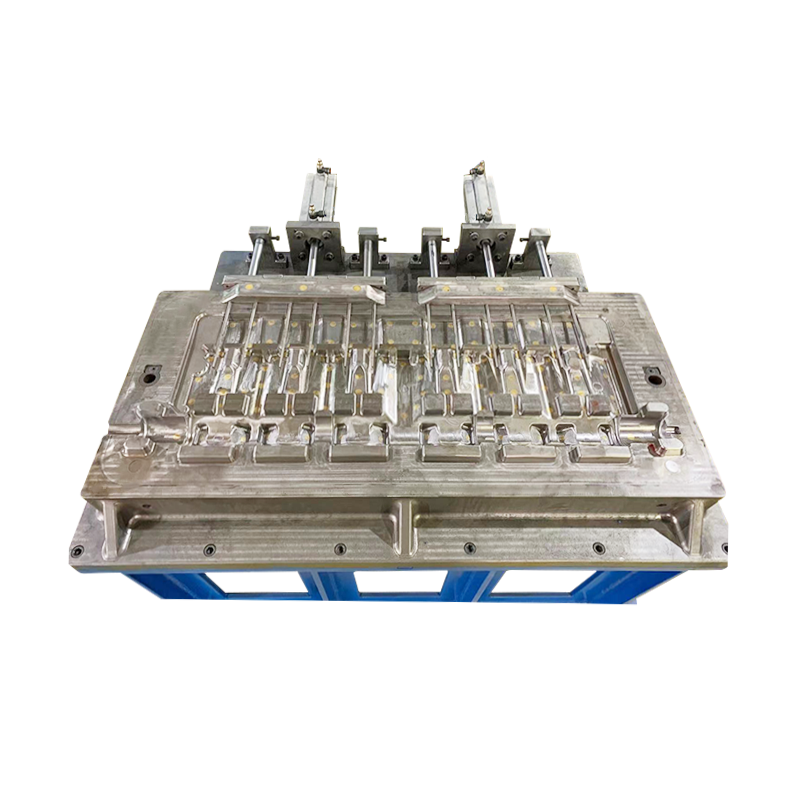
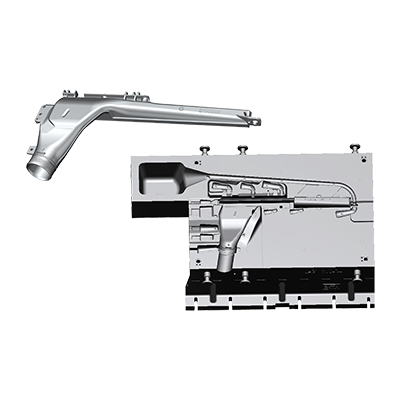
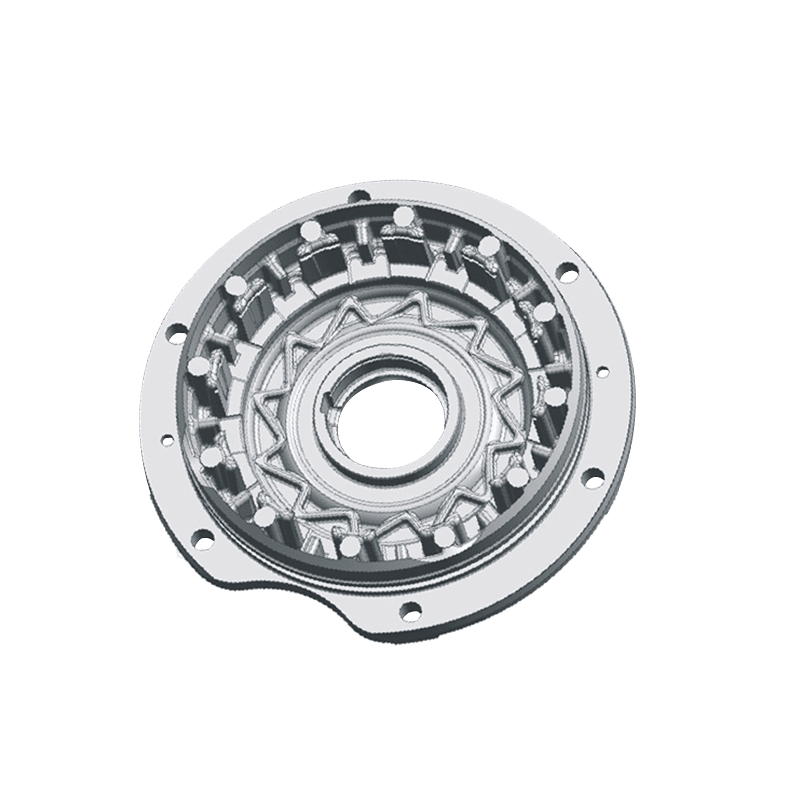
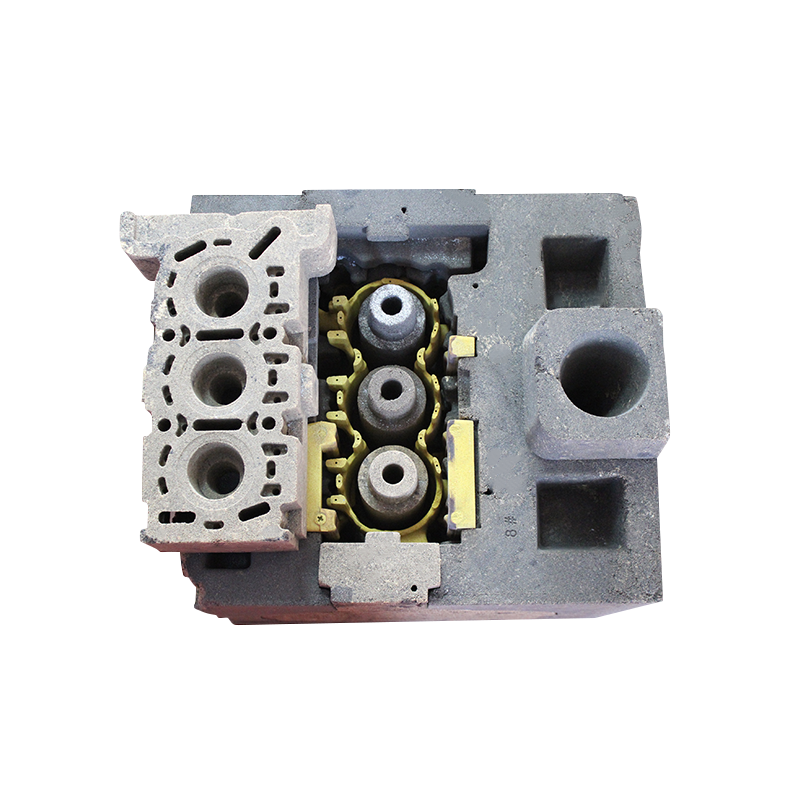
اسپانیا مواردی که در تولید ریخته گری آلیاژ آلومینیوم نیاز به توجه دارند:
1. ضخامت دیوار، شکاف ضخامت بر پر کردن تأثیر می گذارد.
2. قالب گیری که بسیار دشوارتر از قالب گیری تزریقی است، بنابراین باید به تنظیم زاویه پیش نویس و نیروی قالب گیری توجه ویژه ای داشت. معمولاً زاویه پیش نویس 1 ~ 3 درجه است ، با توجه به صاف بودن قالب گیری ، شیب پیش نویس خارجی کوچکتر از پیش نویس داخلی است ، پیش نویس خارجی 1 درجه و پیش نویس داخلی 2 ~ 3 درجه است.
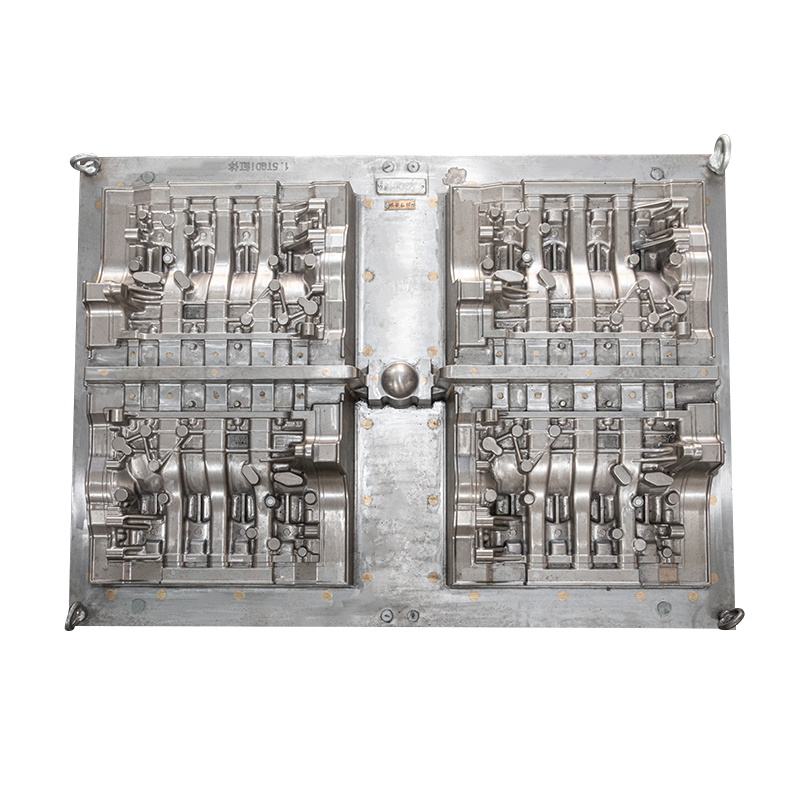
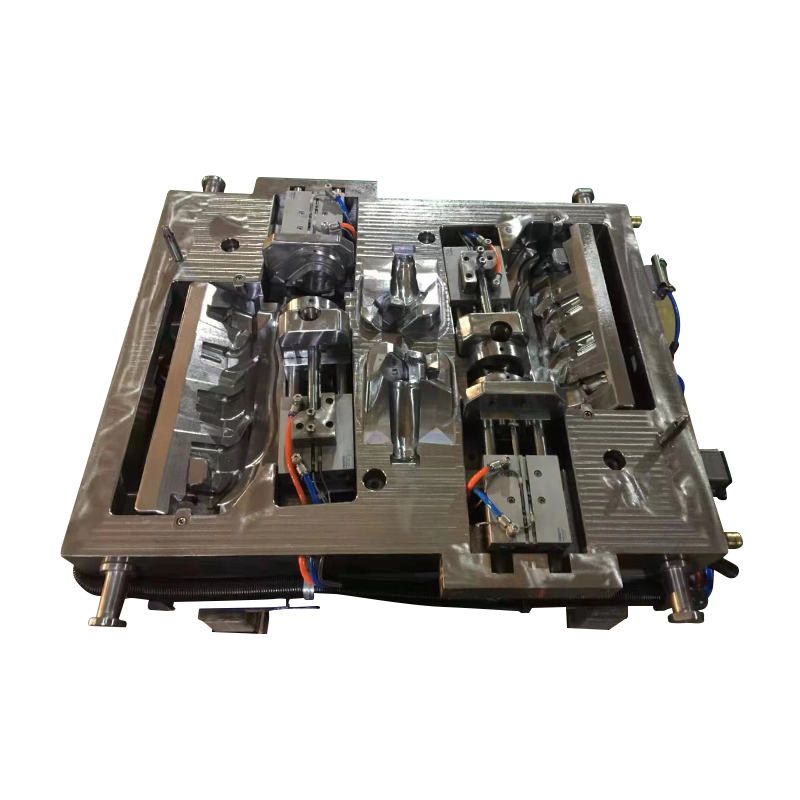
3. در قالب، اگر چندین موقعیت پمپاژ جهت دار وجود داشته باشد، حتی اگر دو انتها قرار گرفته باشند، بهتر است مرکز پمپاژ پایینی قرار نگیرید، زیرا مرکز پمپاژ پایین باعث ایجاد ترک می شود.
4. برخی از قالب های ریخته گری آلیاژ آلومینیوم دارای مقررات دیگری مانند تزریق روغن، پاشش پودر و غیره خواهند بود.
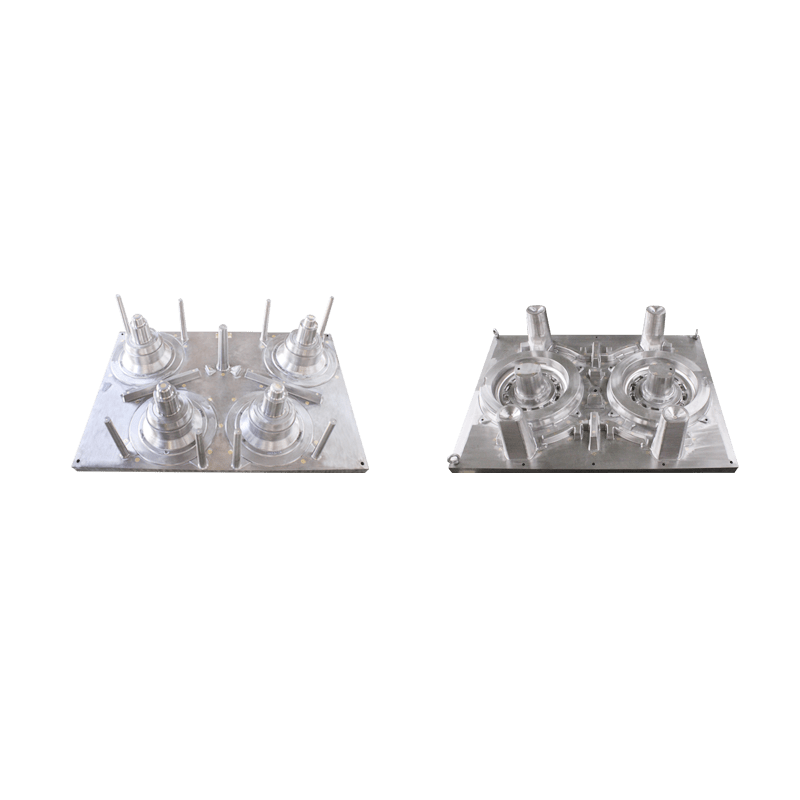
5. از پارچه های قالب پیچیده در چیدمان جلوگیری کنید و نمی توانید از چندین هسته یا هسته مارپیچ استفاده کنید.
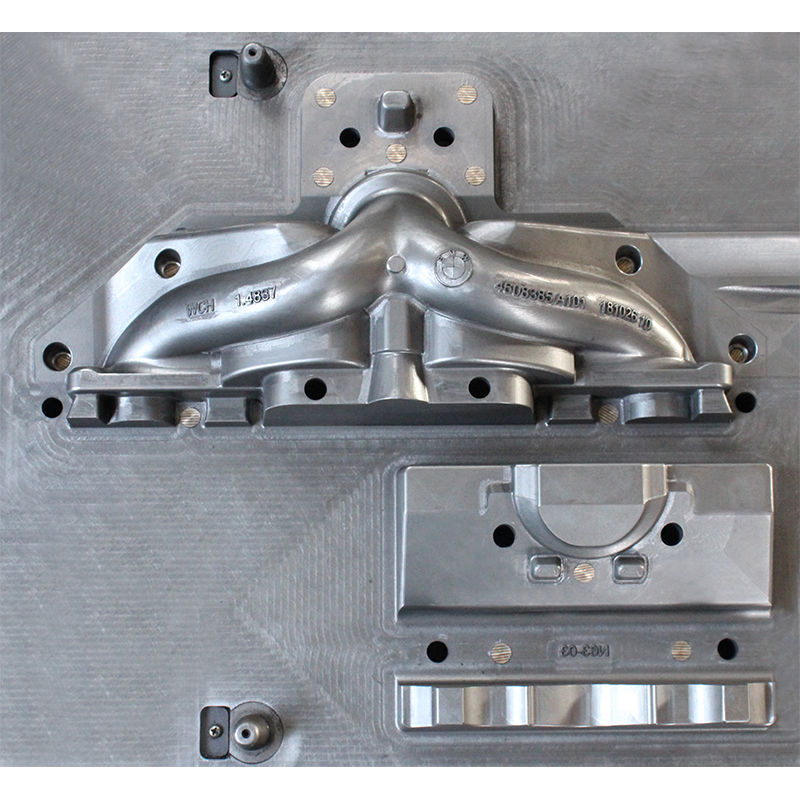
6. پردازش خارجی را متوقف کنید. لازم است که مقدار پردازش در کل برنامه ریزی ماشین باقی بماند. ، زمان جرقه زدن روی قالب است. بهتر است بیش از 0.8 میلی متر باقی نماند و هیچ منافذی روی سطح پردازش شده دیده نمی شود زیرا توسط یک لایه سخت محافظت می شود.
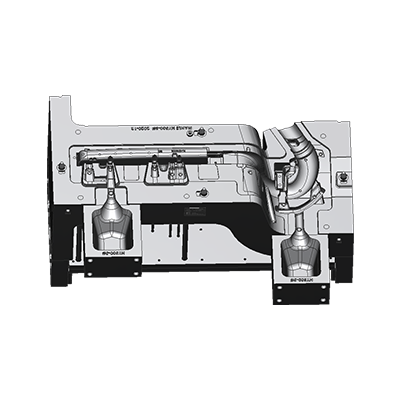
7. قطعات ریخته گری آلیاژ آلومینیوم الاستیک نیستند و موقعیت سگک باید مانند پلاستیک باشد.
8. در روزهای هفته سوراخ های عمیق ایجاد نکنید، فقط هنگام باز کردن قالب چند سوراخ ایجاد کنید و سپس آن را پردازش کنید.
9. اگر دستگاه جداره نازک باشد خیلی نازک نیست و برای افزایش مقاومت خمشی باید از دنده های تقویت کننده استفاده کرد.