Pусский
Pусский اسپانیا
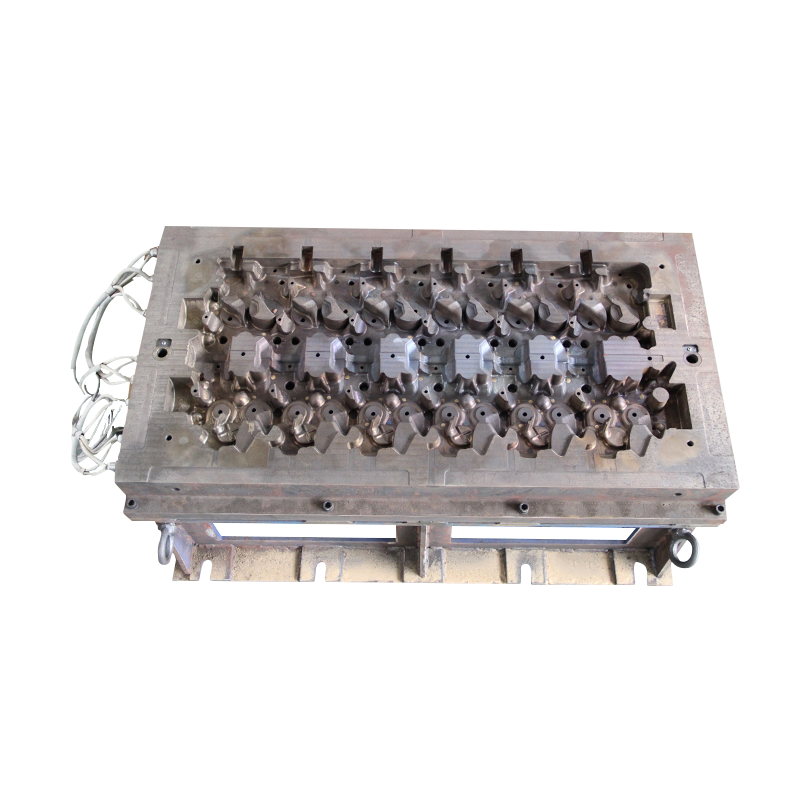
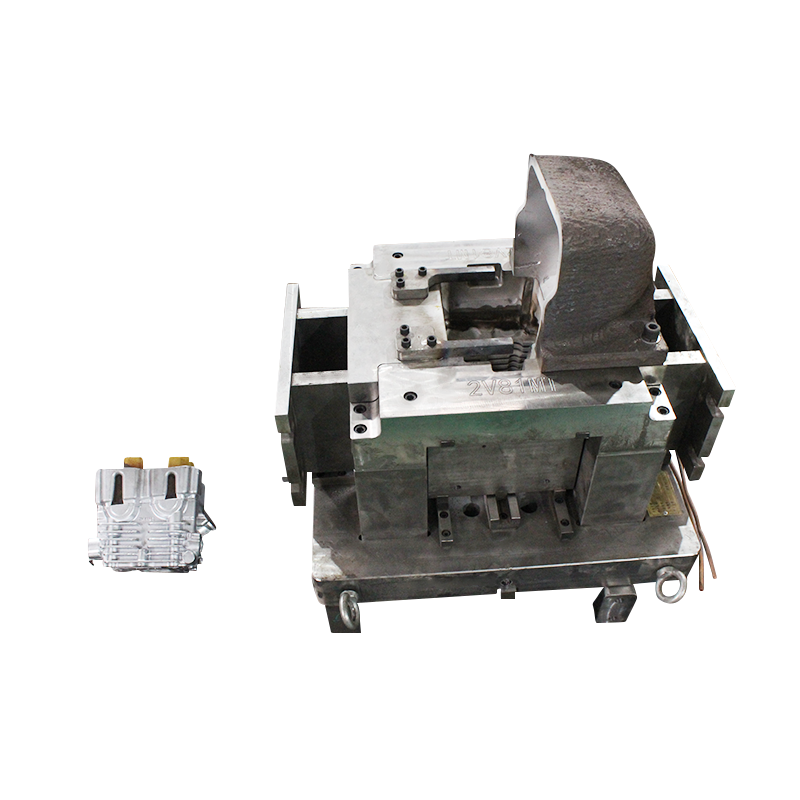
اسپانیا در طراحی دایکاست باید ضخامت دیواره ریخته گری، فیله ریخته گری و زاویه کشش دایکاست، دنده های تقویت کننده، حداقل فاصله بین سوراخ ریخته گری و سوراخ تا لبه روی قالب در نظر گرفته شود. ریخته گری، سوراخ مستطیلی و شیار روی دایکاست، دایکاست هفت جنبه از کمک هزینه ماشینکاری درج ها و قالب های ریخته گری در قطعات وجود دارد.
مشخصات طراحی فیله ریخته گری: معمولاً هر قسمت از دایکاست باید دارای یک فیله باشد (به جز در سطح جدا کننده)، که می تواند باعث شود فلز در هنگام پر شدن به آرامی جریان یابد و گاز به راحتی تخلیه شود و از ترک های ناشی از زوایای تیز جلوگیری کند. . برای قالب های ریخته گری که نیاز به آبکاری الکتریکی و تکمیل دارند، گوشه های فیله شده را می توان به طور یکنواخت پوشش داد تا از تجمع رنگ در گوشه های تیز جلوگیری شود. شعاع فیله R دایکاست معمولاً نباید کمتر از 1 میلی متر باشد و حداقل شعاع فیله 0.5 میلی متر است.
مشخصات طراحی اینسرت ها در قالب های ریخته گری: اولاً تعداد درج های روی قالب ها نباید زیاد باشد. ثانیاً اتصال بین اینسرت ها و دایکستینگ ها باید محکم باشد و در عین حال اینسرت ها باید شکاف دار، برآمده، پیچ خورده و غیره باشند. ثالثاً، درجها باید از گوشههای تیز برای تسهیل قرارگیری و جلوگیری از تمرکز تنش قطعات ریختهگری اجتناب کنند. اگر خوردگی گالوانیکی جدی بین ریخته گری و درج وجود داشته باشد، سطح درج باید با آبکاری محافظت شود. در نهایت، از ریخته گری با درج باید اجتناب شود. عملیات حرارتی برای جلوگیری از تغییر حجم به دلیل انتقال فاز دو فلز، شل شدن درج.
مشخصات طراحی برای ریخته گری فیله ریخته گری دایکاست
مشخصات طراحی برای ضخامت دیواره های ریخته گری دایکاست: دایکستینگ های جدار نازک از استحکام بالاتر و فشردگی بهتری نسبت به قالب های ریخته گری با دیواره ضخیم برخوردار هستند. با توجه به این موضوع، طراحی قطعات دایکاست باید از اصول زیر پیروی کند: با فرض اطمینان از استحکام و استحکام کافی قطعات ریخته گری، ضخامت دیواره پایینی باید تا حد امکان کاهش یابد و ضخامت دیواره حفظ شود. لباس فرم. این عمل ثابت کرده است که طراحی ضخامت دیواره قطعات دایکاست معمولاً 2.5-4 میلی متر است و قطعات با ضخامت دیواره بیش از 6 میلی متر نباید توسط فرآیند ریخته گری تولید شوند. عملکرد تاثیر دیواره های خیلی ضخیم و خیلی نازک قالب های ریخته گری بر کیفیت ریخته گری: اگر دیواره های ریخته گری در طراحی خیلی نازک باشند، جوشکاری فلز خوب نخواهد بود که مستقیماً بر استحکام قالب تأثیر می گذارد. ریخته گری، و در عین حال باعث ایجاد مشکلاتی در شکل گیری می شود. دیوارها بیش از حد ضخیم یا به شدت ناهموار هستند از طرفی با افزایش ضخامت دیواره، عیوب مانند منافذ و انقباض در ریختهگری نیز افزایش مییابد که این امر نیز از استحکام ریختهگری کاسته و بر کیفیت ریختهگری تأثیر میگذارد.
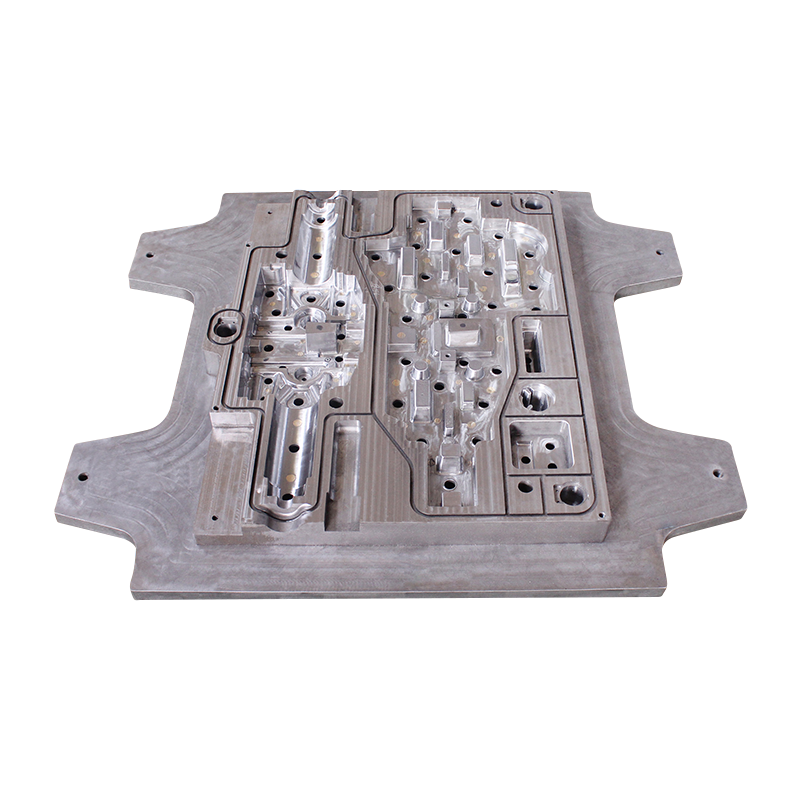
مشخصات طراحی برای هزینه های ماشینکاری قالب های دایکاست: به طور کلی، به دلیل محدودیت های فرآیند ریخته گری، زمانی که دقت ابعادی معین، زبری سطح، یا تحمل های هندسی قالب ها نمی تواند الزامات نقشه های محصول را برآورده کند، شرکت ها باید ابتدا استفاده از آنها را در نظر بگیرند. مانند اصلاح، پرداخت، اکستروژن، شکل دهی و سایر روش های تکمیلی برای تعمیر، زمانی که تکمیل نمی تواند این مشکلات را به طور کامل حل کند، برخی از قسمت های ریخته گری قالب باید ماشین کاری شوند. در اینجا لازم به ذکر است که هنگام ماشینکاری باید مقدار کمی برای ماشین کاری در نظر گرفته شود و در عین حال سعی شود از سطحی که تحت تأثیر سطح جداسازی و شکل دهی فعال قرار نگرفته است به عنوان سطح مرجع خالی استفاده شود تا باعث ایجاد مشکل نشود. بر دقت ماشین کاری تاثیر می گذارد.
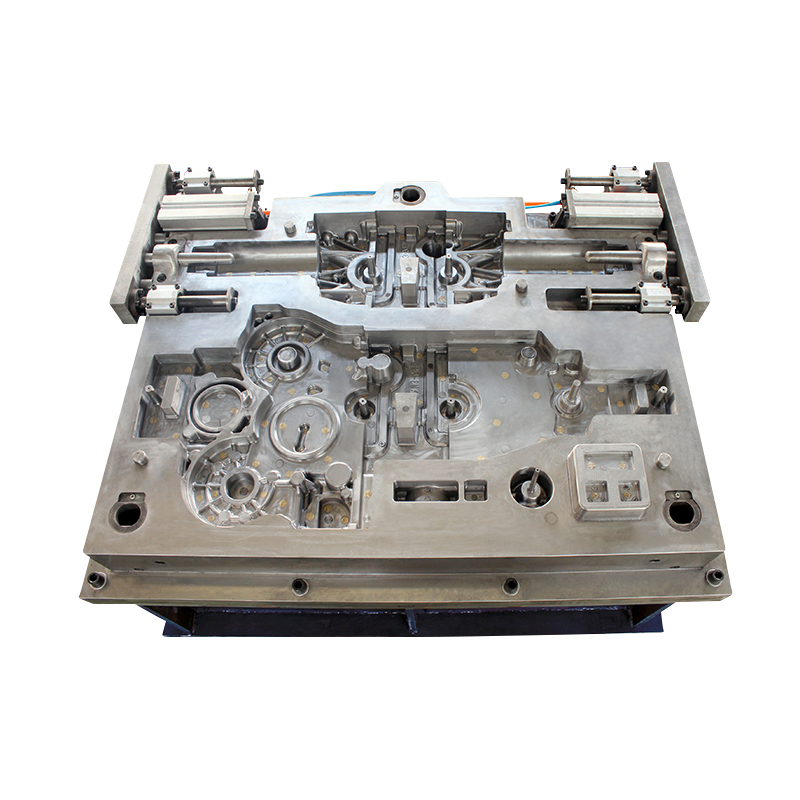
مشخصات طراحی برای شیب قالب گیری قالب ها: در هنگام طراحی قالب های ریخته گری باید شیب سازه ای روی سازه وجود داشته باشد. هنگامی که شیب سازه ای وجود ندارد، باید شیب فرآیندی برای قالب گیری در صورت لزوم وجود داشته باشد. جهت شیب باید با جهت رهاسازی قطعه ریخته گری مطابقت داشته باشد.